|
3.0
PARAMETRAGE DU CAPTEUR D'OUTIL
3.1
MISE EN PLACE DU CAPTEUR D'OUTIL
Une
fois l'opération de surfaçage terminée, nous allons procéder à la mise
en place et au paramétrage du capteur d'outil.
Il
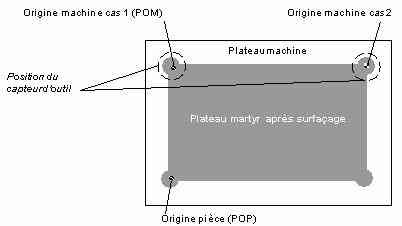
n'y a pas d'obligation sur l'emplacement du capteur d'outil. Cependant, nous
vous proposons 2 possibilités:
Cas
1
Le
capteur est placé sous la POM, ceci évite au robot des déplacements
inutiles.
Cas
2
Le
capteur est positionné dans l'angle supérieur droit du plateau martyr
"surfacé". Ceci permet d'avoir plus de débatement sur la course
Y.
•
Montez sur la broche un outil de type pointe javelot ou pointe à graver,
ces outils permettent en effet de tangenter broche à l'arrêt pour éviter
d'arracher le double face adhésif qui risque de coller à l'outil.
•
Vous pouvez maintenant fixer le capteur d'outil (voir figure précédente).
Pour un positionnement parfait, vous pouvez descendre l'axe Z pour que la
pointe vienne se placer au plus près du centre du capteur. Fixez le capteur
sur le plateau martyr à l'aide uniquement de 2 petits points de colle type
cyanolite afin d'avoir une fixation rigide (inutile d'étaler la colle
sous la base du capteur, 2 petits points de colle suffisent) ou utilisez
du double face.
•
Raccordez maintenant le capteur sur le connecteur qui se trouve en position
haute à l'intérieur de la machine.
Nota:
Attention au cordon du capteur d'outil, celui-ci peut venir se coincer sous
la table, pensez à le fixer.
Le
capteur est en place, nous allons maintenant passer à son paramétrage...


3.2
PARAMETRAGE DU CAPTEUR
 retour
haut de page retour
haut de page
Le
paramétrage du capteur consiste à faire 2 mesures, l'une sur le capteur et
l'autre sur le plateau martyr, ceci afin de renseigner le logiciel sur la
différence de niveau entre ce contact et le "Point Zéro Pièce"
de l'axe Z.
Conseil
Le
mode de fixation des pièces sur le plateau martyr étant le double face,
nous vous conseillons de faire la deuxième mesure sur un morceau de ce
double face fixé sur le plateau martyr, ceci afin de déclarer le Point
Zéro Pièce à cette altitude.
Procédure
De
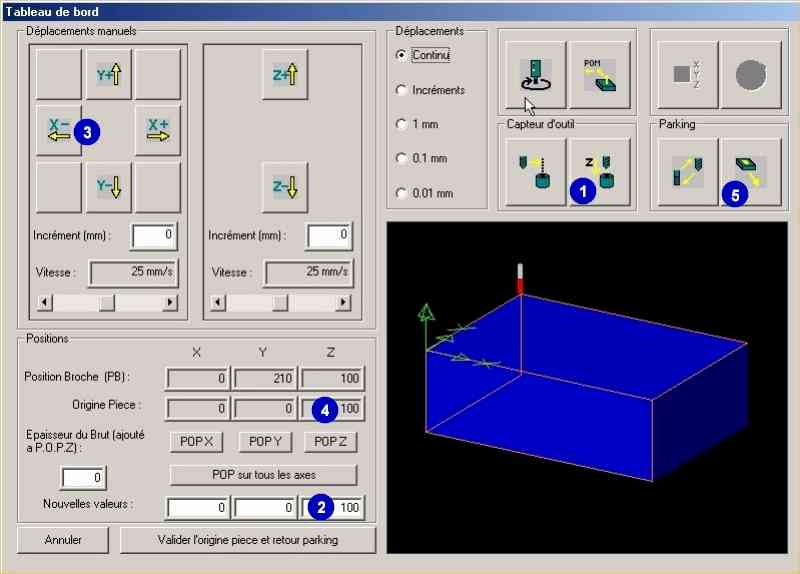
l'écran principal, cliquez sur l'icône tableau de bord.
•
La machine effectue une prise d'origine machine (POM). Cliquez ensuite (nous
supposons que le capteur est fixé à ce point POM) sur la touche
"Mesure outil" (1) (Cette opération va prendre en mémoire la
position du capteur).
•
L'outil va descendre jusqu'au contact du capteur puis remonter à son
origine, une valeur va s'inscrire dans la case "Nouvelles valeurs"
(2).
•
A l'aide des touches de déplacement (3), positionner l'outil au dessus du
morceau de double face, puis descendre jusqu'à venir effleurer ce double
face (utiliser les modes de déplacements continus, puis incrémentaux, afin
d'effectuer cette opération le plus précisément possible).
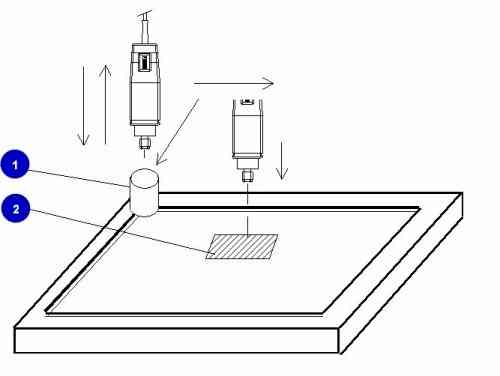
1
- Capteur d'outil
2
- Adhésif double face
Une
fois que l'outil marque le double face sans le traverser, la position est
atteinte (pour vous aider, vous pouvez "tracer des traits à l'aide des
touches de déplacement X et Y) . Vous allez cliquer sur la touche "POP
Z" (4)
ATTENTION
Cliquez
bien sur la touche POP Z, surtout pas sur la touche "P.O.P sur tous les
axes".
•
Cliquez sur la touche "valider l'origine pièce" et "retour
parking"
Votre
machine est maintenant paramétrée en mode automatique.
Pour
une utilisation optimale du capteur d'outil, lisez les pages qui suivent.
•
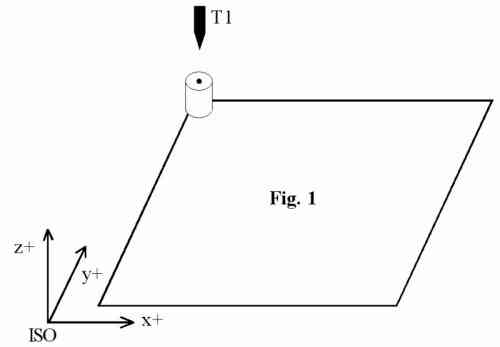
Fig. 1
L'utilisateur
monte un outil T1 (une pointe à graver par exemple).
•
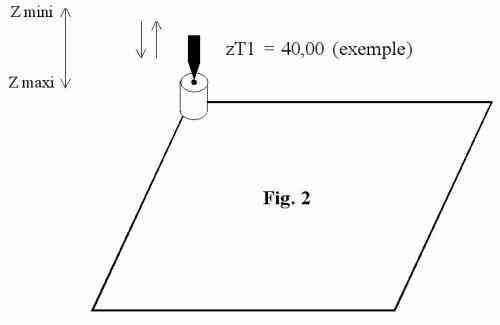
Fig. 2
L'utilisateur
demande la mesure de l'outil.
La
broche descend et quand elle arrive au contact du capteur, le moteur de
l'axe Z est en position Z = 40,00 (par exemple).
Par
convention, on notera cette valeur zT1 = 40,00
•
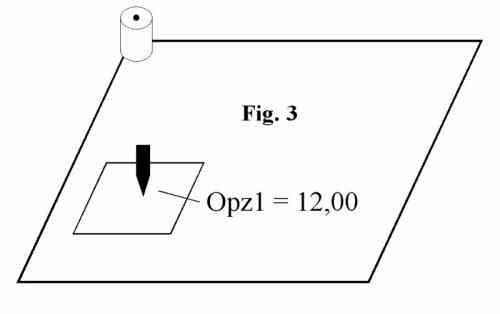
Fig. 3
L'utilisateur
tangente sur le plateau (sur l'adhésif double face en réalité). Quand
l'outil tangente, le moteur z est à 12,00, donc l'Opz1 (origine pièce en Z
avec l'outil n°1) est égale à 12.
Opz1
= 12,00
•
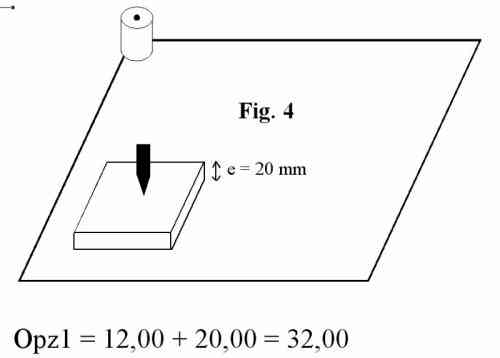
Fig. 4
L'utilisateur
charge un fichier avec une valeur de brut e = 20,00 mm. Le
pilote corrige donc automatiquement l'origine pièce en Z pour la placer sur
la face supérieure du brut. Par conséquent, Opz1 = Opz1 + e, donc Opz1 =
12,00 + 20,00 = 32
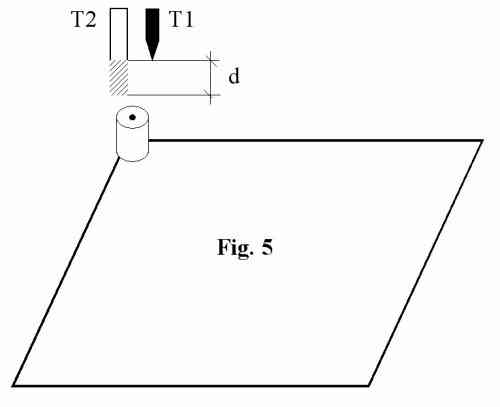
• Fig. 5
L'utilisateur monte un outil T2 (une fraise par
exemple). On appellera d la différence de longueur entre les 2 outils T1 et
T2.
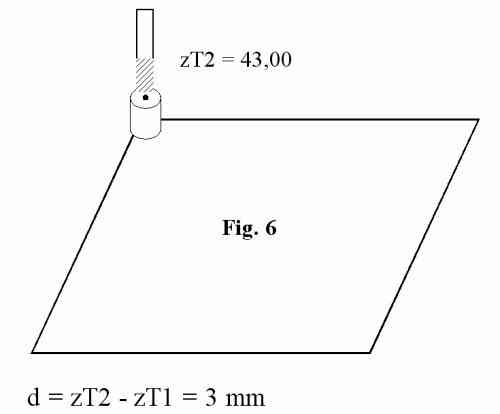
• Fig. 6
L'utilisateur demande la mesure de l'outil T2 au
contact du capteur. Le moteur de l'axe Z est en position z = 43,00. Le
pilote en déduit que l'outil T2 est 3 mm plus long que T1.
d = zT2 - zT1 = +3 mm.
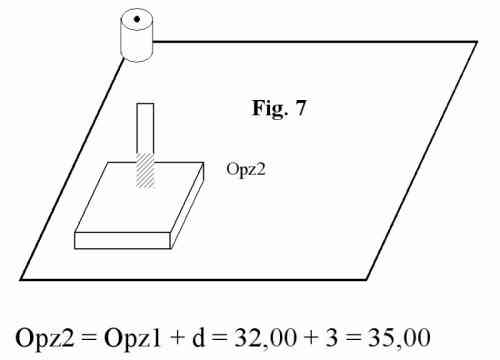
Comme le fichier est toujours chargé, l'épaisseur
du brut est toujours active. Par conséquent, l'origine de la pièce en Z
avec l'outil T2, pour usiner sur la face supérieure de la pièce, est :
Opz2 = Opz1 + d = 32,00 + 3 = 35,00.
Nota
:
La
correction est donc automatique si l'on change d'outil ou si l'on change de
pièce, à condition de mesurer l'outil après chaque changement.
|
